Маршрутная карта технологического процесса пример назначение заполнение
APM Technology модуль для проектирования технологических процессов
Евгений Большаков, Ольга Белякова
При производстве изделий в машиностроении важнейшим является этап технологической подготовки производства. В связи с этим одним из направлений развития САПР в настоящее время является разработка систем автоматизированного проектирования технологической подготовки производства.
Напомним, что одна из основных составляющих технологической подготовки производства разработка технологического процесса, которая представляет собой сложную многовариантную задачу. Для получения оптимального решения предлагаются различные варианты технологических процессов, из которых выбирают наиболее производительный и экономичный. При этом много времени инженер-технолог тратит на выполнение большого объема монотонной, кропотливой работы, зачастую не связанной с принятием творческих решений (определение режимов обработки и норм времени, оформление технологической документации и т.д.).
В этой статье мы расскажем о новом модуле APM Technology системы APM WinMachine, который предназначен для автоматизированного проектирования технологических процессов и оформления технологической документации в автоматическом режиме. Модуль автоматизированного проектирования технологических процессов APM Technology позволяет значительно сократить время и упростить разработку технологических процессов.
Технологический процесс
Технологический процесс – часть процесса производства, направленная на придание изделию требуемых размеров, форм, свойств, характеристик и т.д. Технологический процесс содержит в себе совокупность всей необходимой информации для придания продукции конечного вида. В нем содержатся операции и переходы, последовательность их выполнения, необходимые режимы и параметры обработки и т.д.
Виды техпроцессов
В зависимости от степени обобщенности выделяют единичный, типовой и групповой технологические процесс.
Типовые технологические процессы определяют операции для получения группы деталей, имеющих схожую конструкцию. Принцип работы по типовым технологическим процессам характерен, в основном для крупных производств.
Групповой технологический процесс – процесс изготовления группы деталей, имеющих разную конструкцию, но близкие технологические свойства.
Оформление техпроцесса
Технологический процесс оформляется на специальных бланках стандартизованной ГОСТом формы. Технологическая документация — документов, достаточных для выполнения технологических процессов или операций. Существуют документы общего назначения и документы специального назначения.
Титульный лист (ТЛ) – первый лист комплекта технологических документов. Оформляется в соответствиями с требованиями ГОСТ 3.1105-84.
Карта эскизов (КЭ) – графические изображения и таблицы для конкретизации выполняемой операции. Оформляется в соответствии с требованиями ГОСТ 3.1105-84.
Технологическая инструкция (ТИ) – свод методов, правил и описаний действий для изготовления конечных изделий, предназначенный для сокращения объема технологической документации (ТД).
Маршрутная карта (МК) – описание маршрута движения изготавливаемого продукта внутри цеха.
Операционная карта (ОП) – описание переходов, применяемого инструмента и оснастки.
Ведомость оснастки (ВО), Ведомость материалов (ВМ), Ведомость оборудования (ВОБ), Карта наладки (КН) и т.д.
Для внедрения в производство, технологический процесс утверждается уполномоченным лицом, выполняется согласование оборудования, технологической оснастки, обрабатывающего инструмента и т.д.
Примеры оформления
Правила заполнения информационных блоков комплекта ТД регулируются ГОСТом 3.1103-82.
ГОСТ 3.1705-81 регламентирует термины и названия технологических операций, применяемые при создании технологического процесса.
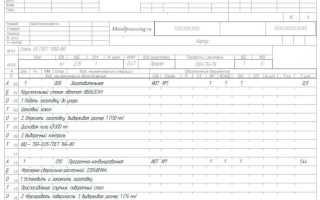
Маршрутная карта

Пример оформления маршрутной карты
Автоматизация проектирования
Для автоматизации и ускорения проектирования технологических процессов существует целый ряд специализированного программного обеспечения – систем автоматизированного проектирования технологических процессов (САПР ТП). На данный момент существует немало различных программных продуктов для упрощения процессов проектирования ТП, таких как Вертикаль, СПРУТ ТП, Techcard и многие другие. У каждой системы можно выделить свои индивидуальные преимущества и недостатки.
Технологическая сущность систем автоматизированного проектирования технологических процессов — возможность решения самых разнообразных задач. В большинстве случаев такие программы представляют из себя набор инструментов, облегчающий проектирование техпроцесса. В некоторых САПР ТП реализована возможность подключения трехмерной модели детали. С помощью графического интерфейса можно указать поверхности 3D модели, которые следует обработать, программа проведет их анализ и предложит варианты процессов обработки. Выбор инструмента и необходимой оснастки можно вести из базы данных инструмента, если таковая имеется и актуальна на конкретном предприятии. Управление технологическим процессом можно осуществлять лишь в случае доступности информации о характеризующих данный технологический процесс параметрах.
Основные и вспомогательные техпроцессы
Совокупность производственных процессов можно разделить на основные – процессы изготовления изделий, механическая обработка, а так же их сборка, и вспомогательные – операции подготовки сырья, транспортирование, контроль и т.д.
Составные части технологического процесса
Механическая обработка изделий – процесс придания заготовке требуемых размеров и форм путем снятия слоев материала специальным режущим инструментом. Технологический процесс состоит операций, подразделяющихся на переходы, проходы, приемы и установки. От специализации и серийности производства, главным образом, зависит и степень разделения технологических процессов на операции.
Технологическая операция – какая-либо часть технологического процесса, выполняемая непрерывно одним или несколькими рабочими, и на одном рабочем месте.
Переход – процесс обработки одной конкретной поверхности с помощью одного и того же инструмента при одних и тех же параметрах резания (неизменных скорости, подаче и т.д.).
Установка – выполняемая за одно закрепление заготовки часть операции. Для обработки большинства деталей требуется несколько установок. В случае, если заготовку можно обработать за одну установку, эту часть процесса можно назвать операцией. Многократные переустановки заготовки могут привести к существенному снижению размерной точности, поэтому от невостребованных переустановок следует отказаться, используя специальные приспособления.
Прием – направленные на достижение определенных целей действия рабочего, т.е. пуск технологического оборудования, установка технологической оснастки, закрепление детали и т.д.